
一、为什么要进行提升机制动盘偏摆调整
1、矿井副井、主井的提升机滚筒大部分为国内重工企业生产的设备,提升机由滚筒、主轴和制动盘3大部分组成,滚筒多为两半部组合安装,在提升机房内利用起重机将滚筒与主轴组装完成后,利用合像水平仪进行主轴装置的精找正。
2、最后进行滚筒两侧的制动盘安装,制动盘为一面两半组成,制动盘在将表面涂油清洗干净后,进行安装,在制动盘根据产品安装使用说明书,将制动盘按照规定力矩分次紧固后,转动滚筒,然后利用百分表测量实际制动盘的偏摆,发现偏摆量大部分都超过0.5 mm ,而制动盘偏摆量超标,容易造成制动器闸瓦与制动盘贴合面积及间隙出现偏差,容易造成制动器失效,所以必须进行二次调整后,方能达到合格标准下面就调整的方法进行具体介绍。
二、大型提升机制动盘偏摆原因分析
根据分析和实践,产品在自身加工时出现的加工偏差和运输途中可能发生的物理变形,是造成制动盘安装后偏摆超标的主要原因。
三、大型提升机制动盘偏摆调整方法
1、根据提升机主轴和摩擦轮装配时的设计特点,主轴在利用提升机房内的起重机与提升机滚筒完成吊装就位后,下一步是安装主轴与滚筒两侧之间的连接夹板,主轴装置在利用合像水平仪进行精找正后,紧固连接夹板。主轴装置安装成后,用汽油将制动盘清洗后,进行安装。

2、安装过程中发现主轴和摩擦轮在装配时中间会有1~2 mm的间隙,而后期在主轴及滚筒装配完成后,需进行饺孔穿定位销,实际上就是消除滚筒与主轴之间的间隙,。制动盘利用汽油将表面涂油清洗干净后,与提升机滚筒进行紧密配合安装,当制动盘紧固螺栓利用力矩扳手紧固后,用百分表对制动盘偏摆进行测量,测量方法。测量后发现大部分的制动盘在安装后,其偏摆量大于煤矿机电设备安装规范,所以必须进行二次调整。
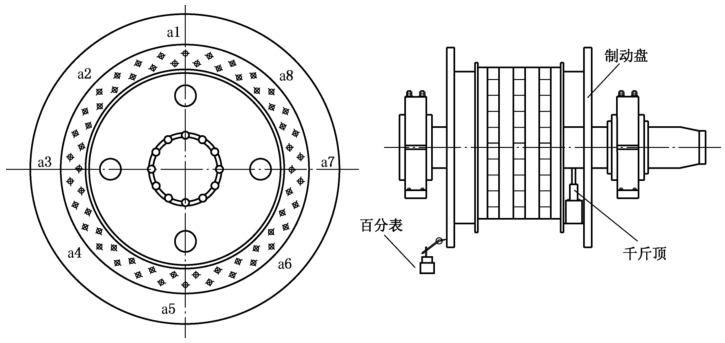
360°旋转滚筒,在制动盘侧面用百分表测量制动盘的偏摆量,得数据为a₁、a₂、a₃、a₄ 、a₅、a₆ 、a₇ 、a₈假定a₂和对称位置的α₆ 偏摆量差值。a₂―a₆> 0.5 mm ,则此位置的偏摆量超标,需进行二次调整,二次调整偏摆时,利用摩擦轮和主轴之间的间隙用千斤顶对主轴和摩擦轮用力,因主轴装置的地脚螺栓已经紧固了,故在千斤顶用力的时候会对摩擦轮产生反作用力,用这个作用力对摩擦轮进行调整:调整的量a=a₂―a₆―0.5具体方法如下:
将摩擦轮制动盘偏摆量正的最大旋转到最下,在摩擦轮和主轴之间支1个50t的千斤顶,然后在对面制动盘支1块百分表,用来测量千斤顶用力时,摩擦轮调整的大小。防止调整过量后需进行再次调整。经过此方法可有效地解决制动盘偏摆超标问题.
江苏朗泰自控科技提示:"煤矿大型提升机滚筒制动盘偏摆调整方法介绍"由小编为您推荐,本文内容仅供参考。
查看更多关于: 矿山安全监测 大型提升机远程监测及故障诊断系统 大型提升机远程故障诊断系统 大型提升机远程监测及故障诊断系统结构图分析的文章

