
罐道绳损伤的主要原因
一、罐道绳磨损
磨损主要发生在井下停车装载位置附近以及罐道绳的中部位置,主要原因为:
(1) 箕斗在装载位置停车瞬间,由于运动状态的改变,造成提升钢丝绳的弹性变形,箕斗在装载停车位置附近发生上下运动,运动距离受箕斗停车前速度、箕斗的重力、提升钢丝绳的弹性模量所决定;同时,一旦开启闸门开始往箕斗内装矿,受矿石的持续冲击,箕斗不断下行,受到与装矿方向相反的分力的影响,箕斗在下行过程中向井筒中心运动,产生横向位移,因受罐道绳的限制而移动受限,造成箕斗罐耳与罐道绳磨损。
(2) 装矿完成后,装载工发出箕斗上提信号,扇形闸门关闭,漏矿落入箕斗。但信号往往延时一段时间后(该矿设计为3s才能传至主提升机,而上提前箕斗受首绳的弹力作用而上下颤动,同时伴有以罐道绳为中心的摆动。箕斗开始提升时,罐耳冲击罐道绳产生振动,上提的一段时间后振动才能逐渐减弱,造成在装矿位置以上一段距离内罐道绳的严重磨损。现场检查表明,该位置处罐道绳的磨损要比其他位置严重。
(3) 箕斗装矿过程中矿粉堆积到罐耳套内以及罐道绳上,起到了研磨作用,加速了罐道绳的磨损。
(4) 系统内部存在激振源,使提升过程产生振动,造成整条钢丝绳的磨损。这是由于提升过程中提升机的加、减速及紧急制动引起的速度变化,提升机电动机的转子在转动过程中由于质量偏差产成的离心惯性力等原因,产生激振源,是容器提升过程中产生振动的主要原因。在钢丝绳弦长{**}大处,即罐道绳的中心位置振动变大,磨损也严重。
二、罐道绳锈蚀
罐道绳的使用环境和条件非常恶劣,由于矿井淋水大,产生铁锈,使罐道绳表面出现很多圆形腐蚀坑,并逐渐加深,成为应力集中点,易产生疲劳裂纹。同时,腐蚀导致钢丝绳截面积减小,韧性下降,弹性降低,是更换钢丝绳的原因之一。
三、解决措施
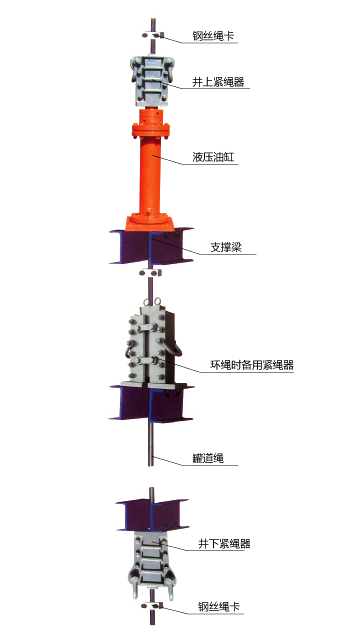
(1)定期转动和窜动罐道绳按照GB 16423—2006《金属非金属矿山安全规程》中规定的罐道钢丝绳应有20 ~ 30 m备用长度,及时窜动和转动罐道钢丝绳,定期进行窜绳,将磨损严重的部位窜出磨损区域。
(2)改造靠背梁,减少箕斗的横向位移箕斗在装矿过程中,因受矿石冲击力而产生横向位移,为此改进靠背梁结构,增加其厚度,以减少箕斗的横向位移,同时减少容器的摆动和提升过程中振动。
(3)增加冲淋装置―在罐道绳下部增加罐道绳冲淋装置,每次装矿过程中,打开扇形闸门,冲淋装置喷水,冲去罐耳及附近的罐道绳表面的矿粉,以避免运行中因矿粉堆积而产生磨损。
(4) 加装自动实时注油装置根据资料表明,涂油钢丝绳的断丝率约为不涂油的一半,钢丝绳{**}初的含油量只能维持其寿命的40%,其后若不加油则损伤会急剧增加。增加罐道绳自动实时注油装置,可以在箕斗提升过程中实时注油。
(5) 调整罐耳位置,减少安装误差将罐道绳及罐耳的安装位置进行调整,以消除安装误差。
江苏朗泰自控科技提示:"罐道绳损伤的原因和解决措施分析"由小编为您推荐,本文内容仅供参考。

